
:贴片蜂鸣器因为其体积小,可SMT贴装坐褥等所长正在家电支配电途板坐褥中操纵得越来越遍及,也是电子缔制轻量化、SMT集成化的兴盛趋向恳求。然而,贴片蜂鸣器加工工艺相较于THT蜂鸣器较更纷乱,同样阻滞率也更高。本文通过对甲公司映现的质地题目了解,从消重阻滞率降低质地的角度,生机能为贴片蜂鸣器的质地牢靠性晋升尽一份力。
蜂鸣器是一种一体化构制的电子讯响器,能发出蜜蜂相同喻叫的音响,当然发出的音响比蜜蜂啼声响得众。采用直流电压供电,遍及使用于企图机、打印机、报警器、依时器等电子产物中做发声器件。
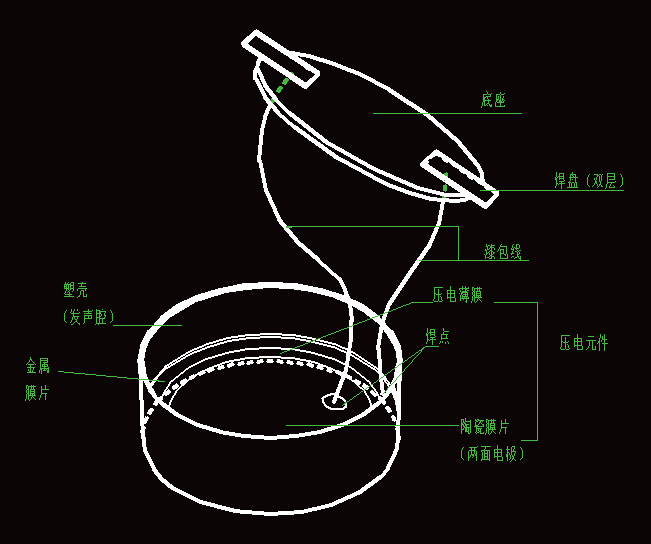
蜂鸣器分为压电式蜂鸣器和电磁式蜂鸣器,正在此咱们是缠绕压电式蜂鸣器伸开讲述的,压电式蜂鸣器苛重构成机闭有众谐振荡器、压电蜂鸣片、阻抗完婚器及共鸣箱、外壳等构成。众谐振荡器由晶体管或集成电途组成,当接通电源后(1.5-15 V 直流作事电压),众谐振荡器起振,输出1.5-2.5 kHz 的音频信号,阻抗完婚器促进压电蜂鸣片实行发声。压电蜂鸣片由锆钛酸铅或铌镁酸铅压电陶瓷质料制成,正在陶瓷片的两面镀上银电极,经极化和老化措置后,再与黄铜片或不锈钢片粘正在沿途。空调主板上利用的众为单面机闭的发声单位。即用一片圆形压电元件和金属片等组合而成。把其固定正在一个腔体内,就酿成压电陶瓷蜂鸣器。
目前,空挪用蜂鸣器险些都采用压电陶瓷片,其具有压电效应。即压电陶瓷片正在受力影响后,其厚度上产生气械变形,导致其外面上映现电荷或正在其电极上爆发电位差,当陶瓷蜂鸣器施加一个压电片的极化对象相像的电压时,则极化强度加强,陶瓷片就沿径向伸长。反之,当外加电压对象与陶瓷片极化对象相反时,极化强度削弱,陶瓷片就沿径向紧缩。即“电致伸缩”征象。因为粘胶正在陶瓷片上的金属片既不扩张也不紧缩。当陶瓷片爆发“电致伸缩”征象时陶瓷片径向伸缩变为弯曲振动。当陶瓷片爆发时大时小,时上时下的振动,前期边缘的气氛发出相应的声波,当声波与共振腔体爆发共振时,就能够听到比拟大的音响了。
贴片蜂鸣器通过贴装焊接拼装后,颠末正在线电测映现大方蜂鸣器开短途特殊,通过对特殊品的剖解、X 光、模仿实践等大方特殊数据样本的比对了解,创造其阻滞征象存正在以下3 个方面影响。
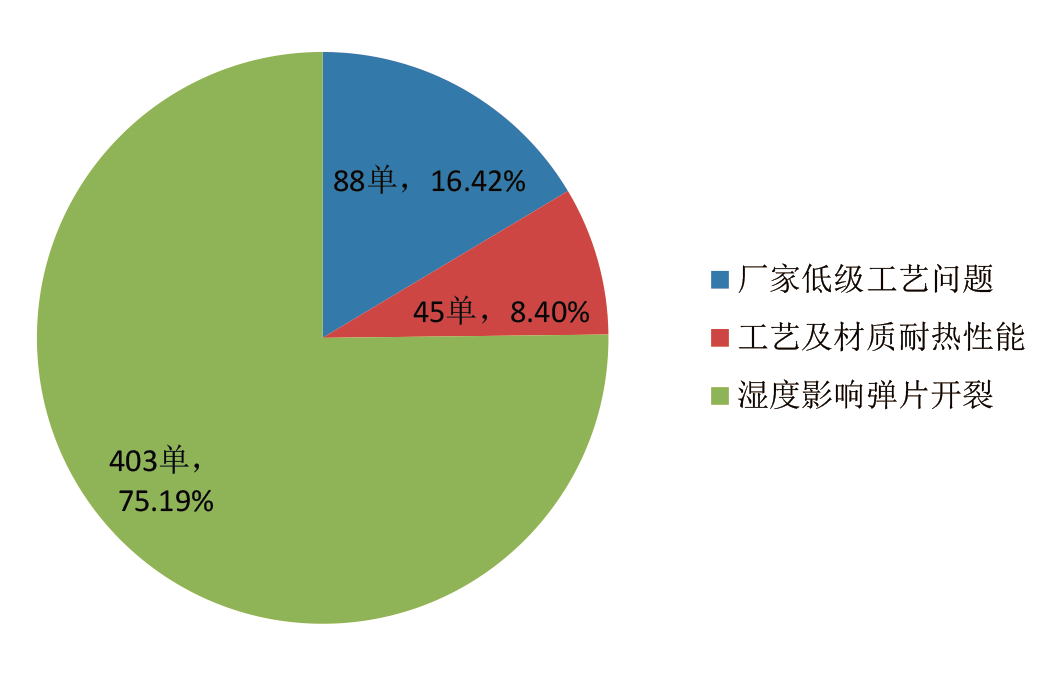
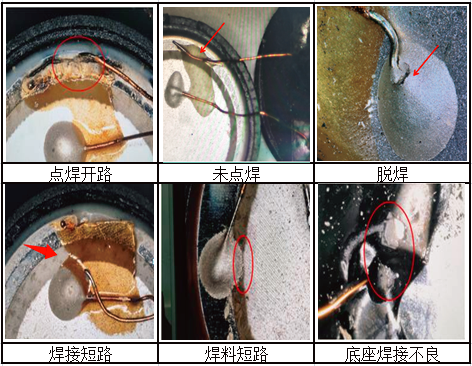
(1)厂家修制经过工艺毛糙惹起的阻滞不良,如蜂鸣器焊盘与压电片间漏焊接,仅用胶水固定,连绵不坚固,测试经过显示开途征象。厂家焊接映现虚焊冷焊,周转及利用经过映现脱焊,焊料利用不妥,膜片异物等制程初级题目如下图3。
供应商坐褥产物自己质地牢靠性差,同时相应的质地监控伎俩缺乏,需完整降低。
(2)器件受热情况分别激励阻滞率上涨,核查该蜂鸣器共利用正在四款线 款贴装面正在B 面(双面板的第二次回流焊接面)利用经过仅承袭一遍回流焊温度影响,其他3 款的贴装面正在A 面,第一次回流焊接便实行了贴装,正在利用经过中需承袭两遍回流焊温度影响(回流焊峰值温度达245±5 ℃,器件通过波峰焊时不涉及焊接,所受温度影响可疏忽)。通过对此类下线样品的复核,创造其失效款式苛重为漆包线漆膜零落,与另一根漆包线或压电片电极爆发短途。
通过统计各款线控器的总修制数及其因材质受热爆发阻滞的总下线阻滞率后创造,承袭一遍回流焊温度影响的蜂鸣器下线率要远低于承袭两遍回流焊接温度影响的的蜂鸣器。可睹通过回流焊次数对蜂鸣器自己体质的耐热职能存正在彰着的闭系,如图4。
备注:该处下线数仅针对复核了解阻滞起因为膜片开裂或漆包线漆膜溶解短途阻滞品
(3)蜂鸣器内部压电片修制经过中未重视情况温湿度管控导致压合残留水汽,经利用经过回流焊受高温膨胀惹起陶瓷层爆发开裂;蜂鸣片坐褥经过中,陶瓷层与基片胶合制程功课现场情况湿渡过高,胶水中吸附湿气,导致胶合后中央粘结层存正在气泡,正在产物颠末利用端回流焊高温时,陶瓷底部胶水层的气泡受高温影响膨胀,将陶瓷层顶开裂,最终惹起不良产生;坐褥利用经过回流焊接物料受热温度快速上升(240±5 ℃),水汽膨胀形成弹片开裂,陶瓷膜片开裂形变错位形成上下电极接触酿成短途或不坚固短途以及电容值小阻滞。阻滞蜂鸣器剖解后陶瓷膜片景况如图6。
针对点焊机漏焊、焊点特殊经过有用支配,修制经过调剂点焊机设备,将点焊机的计数调剂为整条工装蜂鸣片的数目20 片,点焊时修立正在实行20 片时会实行报警提示,制止整条工装中一面未点焊。同时,针对蜂鸣片点焊质地搜检由人工搜检更改为CCD 的放大全检,通过放上将点焊不良以及打胶不良实行挑出。并将支配恳求增加入功课诱导书分明现场坐褥。出货加苛抽检,批量验证未映现初级修制题目激励的坐褥下线。
优化手操器回流焊接工艺流程,调剂器件职位,起初从众次焊授与热方面消重影响,并同时晋升重点质料耐热职能。
1. 通过优化电途及完全线控器安排,将蜂鸣器调剂至B 面焊接,节减焊授与热次数。
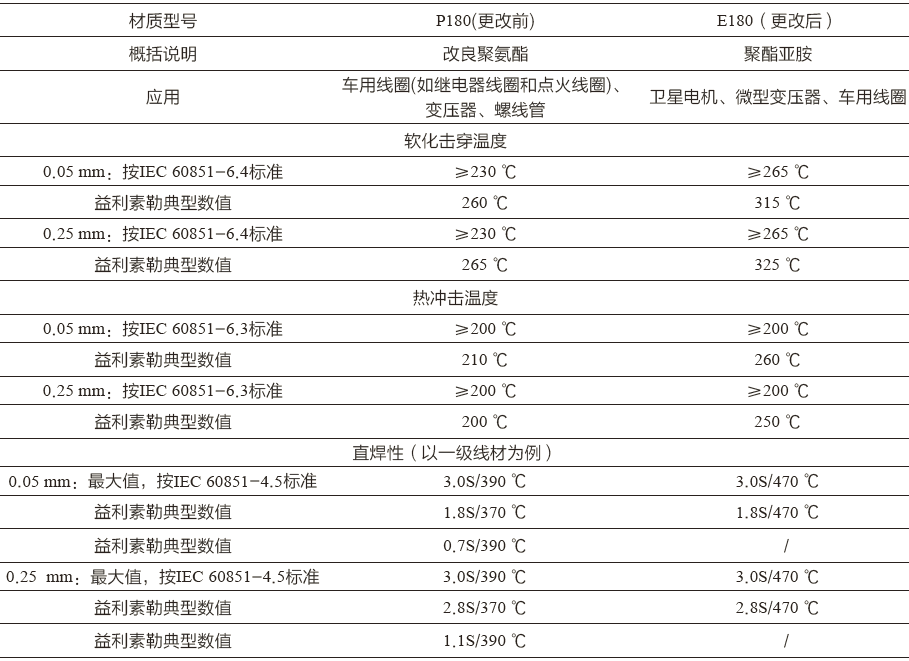
2. 将内部漆包线材质改换成耐热职能更佳的型号,由P180 改为E180,晋升漆包线承袭焊接温度才能。
1. 针对陶瓷片胶合坐褥车间加强房间密封性,隔层玻璃由单层更改为双层,同时填充除湿机空调等步骤。将修制加工情况温度恒定正在18-28 ℃,40-70% RH 条目下。
2. 物料来料包装款式由浅显的编带包装更改为真空包装,且内置干燥剂和湿度卡,确保物料半途不会再次受潮。
3. 出货前100% 电测,实行回流焊测试,而且正在点焊前填充120 ℃高温烘烤4 小时,确保最大水准正在高温下将不良催化正在内部产生出来。
本文联络大方失效品了解,对我司贴片蜂鸣器失效起因及失效机理实行了解,了解结果剖明贴片蜂鸣器耐焊接才能差且制程工艺受人工要素影响大,缔制工艺题目超过。经过利用焊接热加工容易惹起器件爆发失效。颠末对贴片蜂鸣器的失效机理了解,确定选取优化经过坐褥工艺和晋升贴片蜂鸣东西质耐焊接热才能,颠末实质实践验证能够大幅度降低贴片蜂鸣器的耐焊接热职能及牢靠性。同时晋升供应商制程情况温湿度管控程度,避免陶瓷片二次受热开裂。从器件自己和加工利用经过两方面入手,该整改思绪牢靠,干系整改计划依然获得实质跟踪验证,贴片蜂鸣器质地牢靠性获得有用晋升,该整改思绪及牢靠性晋升计划行业均可模仿。

